Additive Manufacturing (AM) has been a growing field over the past decade, however in the last five years there has been a noteworthy increase in processes utilizing the Selective Laser Sintering (SLS) method. This is in part due to the original 1994 patents informing this technology expiring in 2014, leading to a proliferation of new SLS companies and systems entering the market to match the increased trends towards cost-effective manufacturing and rapid prototyping. The development of heterogeneous material manufacturing capabilities has also contributed to this trend. While many market sectors such as aerospace, automotive and consumer products have taken advantage of the AM boom, the healthcare industry seems uniquely suited for CO2 laser based SLS systems to have an impact. It’s worth noting that due to the cost of many of the commercial systems available, researchers using this technology have preferred to use OpenSLS which requires these groups to purchase their CO2 laser source separate from the rest of the system.
Selective Laser Sintering uses a bed of small plastic, glass or ceramic particles and a laser to fuse those beads together into layers of solid material forming three dimensional objects. This AM approach is best suited for doing small to medium sized objects in quantity as each bed of powder can only be used once, in most cases, as such maximizing the area of the bed used is key to making this method an economical choice for production.
Figure 1 depicts a scheme of the optical circumstances during SLS processing. When a laser beam hits a polymer material three effects can occur in principle. Besides the absorption of the energy, diffuse reflection and transmission is possible (Fig. 1a). In the case of energy absorption, a sufficient capability of the material to absorb radiation of our laser wavelength, which can be discretely tuned between 9 to 11µm is necessary. This is apparent for most polymers as they consist of aliphatic compounds (C-H) which absorbs well at 10.591µm. Those polymers have, in most cases, some group vibrations in the ‘fingerprint’ infrared region, sufficient to absorb relevant portions of 10.6µm CO2 laser radiation. However, for Access Laser we believe that by providing high quality optical matching to non-standard materials there is a market niche for researchers using this technology in developing novel, in-vivo medical materials and devices.
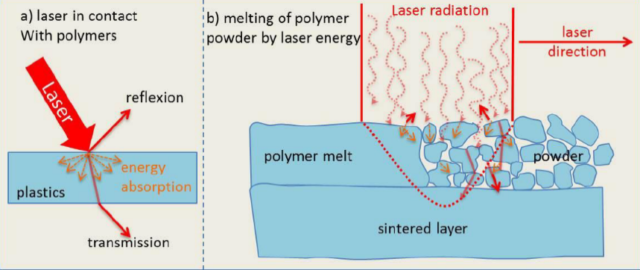 Figure 1: Optical circumstances for laser sintering processing1
Figure 1: Optical circumstances for laser sintering processing1
SLS has traditionally been accomplished using plastics (nylon12, PA11, PA12), having the advantages of precise feature design/construction while maintaining porous structures. Making the process an ideal candidate for use in the delivery of medicine or as biodegradable/bioresorbable materials for use in healthcare, for instance pediatrics stents specifically cannot be metallic as the arteries are still growing. Many of these bioresorbable materials being considered for SLS are already in use as time-controlled drug delivery mechanisms. The characteristics of the ablation depend on the laser wavelength, pulse duration and peak intensity as well as the optical and thermal properties of the material. It has been shown that the effects of laser irradiation on organic solids can be divided into two main categories: vibrational excitation at IR wavelengths and fragmentation in the UV spectral range.
![]() Figure 2: Transmittance, reflectance and absorption spectra of 250µm thick poly(L-lactide) and poly(L-lactide-co-glycolide) sheets.2
Figure 2: Transmittance, reflectance and absorption spectra of 250µm thick poly(L-lactide) and poly(L-lactide-co-glycolide) sheets.2
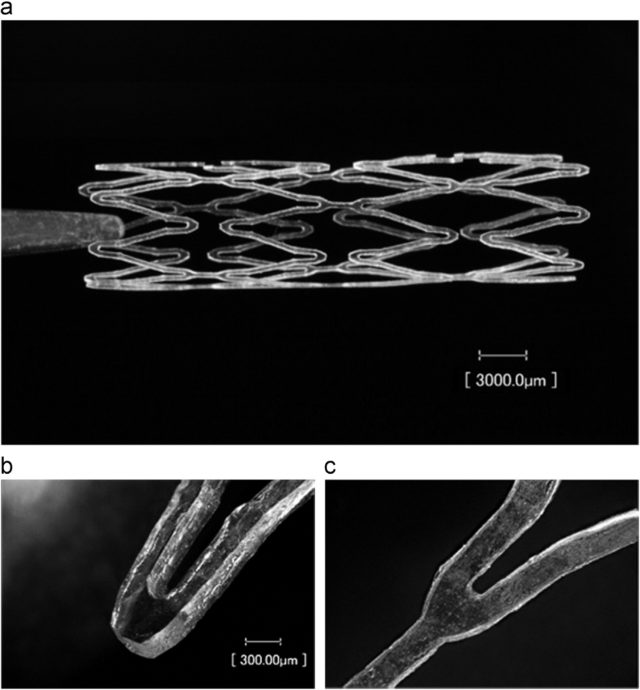
Figure 3: An example of a vascular stent made by CO2 laser micromachining: (a) the entire stent with a micron scale, (b) and (c) magnification of selected areas of stent struts.2
CO2 lasers are powerful and efficient tools for cutting poly(L-lactide-co-glycolide) and poly(L-lactide) sheets [PGLA & PLLA respectively]. After optimization of laser parameters, smooth and narrow features form a 250µm thick polymer sheet as seen in figure 3. This technique could be applied for fabrication of bioresorbable polymer-based vascular stents. As the elements produced with a CO2 laser have better mechanical properties than those fabricated with an excimer laser. The AL50-WC is an excellent candidate for this application and with the standard Access Laser accessories can be tailored to the research teams’ specific standards and requirements.
1. Schmid, et al (2016). Additive Manufacturing: Polymers Applicable for Laser Sintering (LS). Procedia Engineering. 149. 457-464. 10.1016/j.proeng.2016.06.692.
2. Stepak, Bogusz, et al (2013). Fabrication of a polymer-based biodegradable stent using a CO2 laser. Archives of Civil and Mechanical Engineering. 14.10.1016/j.acme.2013.08.005